

酱油易出现的质量问题及其管控措施

维权声明:本文为T107283原创作品,本作者与(仪器信息网/我要测网)是该作品合法使用者,该作品暂不对外授权转载。其他任何网站、组织、单位或个人等将该作品在本站以外的任何媒体任何形式出现均属侵权违法行为,我们将追究法律责任。
文/暴同义(华测检测 食药农化事业部)
引言2008年的网络十大流行语之一“打酱油”,用来调侃“不关我事或凑数”,带有嘲讽的味道。可放眼历史,酱油可是我们中华民族重要的烹饪调料。早在三千多年前我国就出现了鲜肉醃制来酿造酱油,与现今的鱼露制作过程相近,那时酱油称之为“酱”,是中国古代皇帝的御用调味料。后来古人发现用大豆制作的风味相似,才广为流传,慢慢酱油成为普通老百姓餐桌上必不可少的调味料。
发展至今,酱油品种不再单一,也不再是传统的酿造工艺,又有了配制酱油以及化学水解酱油等。其中以酿造酱油为优选,酱油在酿造过程中不仅会有鲜味物质产生,还会产生维生素B12等营养物质,其营养成分含量最高。配制酱油次之,而化学水解酱油又名酸水解植物蛋白调味液(简称HVP),以含有食用植物蛋白的脱脂大豆、花生粕、小麦蛋白或玉米蛋白为原料,经盐酸水解,再制成的液体鲜味调味品。酿造酱油和非酿造酱油,可以通过标签来区分,酿造酱油标签中会标注“酿造”二字,而非酿造酱油标签中则不会标注“酿造”二字!
1 我国酱油标准要求
GB 2717-2003《酱油卫生标准》中,按照生产工艺,酱油分为酿造酱油、配制酱油。
a)酿造酱油: 酿造酱油是以大豆和(或)脱脂大豆、小麦和(或)麸皮为原料,经微生物发酵制成的具有特殊色、香、味的液体调味品。按发酵工艺分为:a)高盐发酵酱油;b)低盐发酵酱油。
b)配制酱油:是以酿造酱油为主体,与酸水解植物蛋白液、食品添加剂等配制而成的液体调味品,其中酿造酱油的含量(以全氮计)不得少于50%。
酿造酱油国家标准:GB/T 18186-2000《酿造酱油》
根据国家标准GB/T 18186-2000《酿造酱油》,酿造酱油的产品分级应满足的要求见表1
表1 酿造酱油的产品分级要求
项目 | 要求 | |||||||
高盐稀态发酵酱油(含固稀发酵酱油) | 低盐固态发酵酱油 | |||||||
特级 | 一级 | 二级 | 三级 | 特级 | 一级 | 二级 | 三级 | |
色泽 | 红褐色或浅红褐色,色泽鲜艳有光泽 | 红褐色或浅红褐色 | 鲜艳的深红褐色 | 红褐色或棕红褐色,有光泽 | 红褐色或棕红褐色 | 棕褐色 | ||
香气 | 浓郁的酱香及酯香气 | 较浓的酱香及酯香气 | 有酱香及酯香气 | 酱香浓郁,无不良气味 | 酱香浓郁,无不良气味 | 有酱香,无不良气味 | 微有酱香,无不良气味 | |
滋味 | 味鲜美、醇厚、鲜、咸、甜适口 | 味鲜,咸、甜适口 | 鲜咸适口 | 味鲜美,醇厚,咸味适口 | 味鲜美,咸味适口 | 味较鲜,咸味适口 | 鲜咸适口 | |
体态 | 澄清 | |||||||
主要根据色泽好香气和滋味和体态分为特级和1-3级。在色泽上,高盐稀态酱油颜色较浅,呈红褐色或浅红褐色;而低盐固态酱油颜色较深,呈深红褐色或棕褐色。在香味上高盐稀态酱油具有酱香及酯香气,而低盐固态酱油酱香气突出,酯香气不明显。
理化指标(可溶性无盐固形物、全氮和氨基酸态氮)应该满足如表2的要求:
表2 理化指标要求
项目 | 指标 | |||||||
高盐稀态发酵酱油(含固稀发酵酱油) | 低盐固态发酵酱油 | |||||||
特级 | 一级 | 二级 | 三级 | 特级 | 一级 | 二级 | 三级 | |
可溶性无盐固形物,g/100mL ≥ | 15.00 | 13.00 | 10.00 | 8.00 | 20.00 | 18.00 | 15.00 | 10.00 |
全氮(以氮计),g/100mL ≥ | 1.50 | 1.30 | 1.00 | 0.70 | 1.60 | 1.40 | 1.20 | 0.80 |
氨基酸态氮(以氮计),g/100mL ≥ | 0.80 | 0.70 | 0.55 | 0.40 | 0.80 | 0.70 | 0.60 | 0.40 |
铵盐 | 铵盐/氨基酸态氮≤30% | |||||||
配制酱油行业标准:SB/T 10336-2012 《配制酱油》
SB/T 10336-2012《配制酱油》中,对配制酱油的感官特性和理化指标做了要求,如表3、表4所示:
表3 感官特性
项目 | 要求 |
色泽 | 棕红色或红褐色 |
香气 | 有酱香气,无不良气味 |
滋味 | 鲜咸适口 |
体态 | 澄清 |
表4理化指标
项目 | 指标 |
| 可溶性无盐固形物/(g/100 mL) ≥ | 8.0 |
| 全氮(以氮计)/(g/100 mL) ≥ | 0.70 |
| 氨基酸态氮(以氮计)/(g/100 mL) ≥ | 0.40 |
| 铵盐 | 铵盐/氨基酸态氮≤28% |
同时,酿造酱油和配制酱油的卫生指标应符合GB 2717-2003《酱油卫生标准》、GB 29921-2013《食品安全国家标准 食品中致病菌限量》、GB 2760-2014《食品安全国家标准 食品添加剂使用标准》、GB 2761《食品安全国家标准 食品中真菌毒素限量》和GB 2762《食品安全国家标准 食品中污染物限量》等要求如表5:
表5
标准 | 项目 | 要求 |
GB 2717-2003《酱油卫生标准》 | 菌落总数(仅限餐桌酱油) | ≤30000cfu/mL |
大肠菌群 | ≤30MPN/100mL | |
GB 29921-2013《食品安全国家标准 食品中致病菌限量》 | 沙门氏菌(仅限即食酱油) | n=5,c=0,m=0,M=-- |
金黄色葡萄球菌(仅限即食酱油) | n=5,c=2,m=100CFU/mL,M=10000CFU/mL | |
GB 2760-2014《食品安全国家标准 食品添加剂使用标准》 | 山梨酸及其钾盐 | ≤1.0g/kg |
苯甲酸及其钠盐 | ≤1.0g/kg | |
甜蜜素 | 不得使用 | |
糖精钠 | 不得使用 | |
GB 2761《食品安全国家标准 食品中真菌毒素限量》 | 黄曲霉毒素B1 | ≤5.0μg/kg |
GB 2762《食品安全国家标准 食品中污染物限量》 | 铅 | ≤1.0mg/kg |
总砷 | ≤0.5mg/kg |
2 酱油易出现的质量问题及原因分析
根据2014年1月-2016年12月国家食药监总局及各省食药监局酱油抽检报告,酱油抽检结果不合格情况分析见图1:
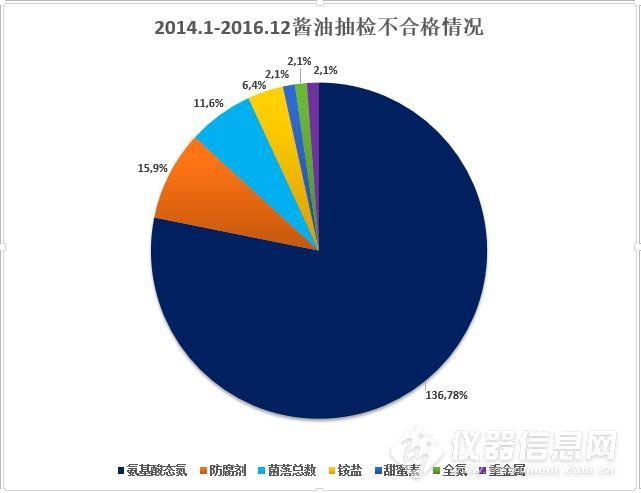
图1 酱油抽检不合格情况
共抽检2885次,其中有175次不合格,不合格项目共有7类,分别为氨基酸态氮、防腐剂、菌落总数、铵盐、甜蜜素、全氮和重金属。其中氨基酸态氮项目有136次不合格,占不合格次数的78%,是酱油最主要的质量问题。我们来一一看下酱油这些质量问题的影响:
① 氨基酸态氮
氨基酸态氮是酱油的特征性品质指标之一。酿造酱油是以富含蛋白质的大豆、豆粕等植物为主要原料进行发酵而成的,在发酵过程中,曲霉菌会将蛋白质分解成多种氨基酸,这些氨基酸可让酱油呈现出独有的“鲜味”,氨基酸态氮含量越高,酱油的质量越好,鲜味越浓。氨基酸态氮不合格,主要影响的是产品的风味。
氨基酸态氮含量不达标,可能是个别酱油生产企业生产工艺不符合标准要求,未达到要求发酵的时间;也有可能是产品配方缺陷的问题;还有可能存在个别酱油生产企业在生产过程中为降低成本而故意掺假的情况。
② 防腐剂
酱油中使用的防腐剂主要为山梨酸钾和苯甲酸钠。山梨酸钾和苯甲酸钠是食品工业中常见的一种防腐保鲜剂,对霉菌、酵母和细菌有较好的抑制作用。《食品安全国家标准 食品添加剂使用标准》(GB 2760—2014)中规定,山梨酸及其钾盐和苯甲酸及其钠盐(以苯甲酸计)在酱油中最大使用量为1.0g/kg。苯甲酸及其钠盐的安全性较高,少量苯甲酸对人体无毒害,可随尿液排出体外,在人体内不会蓄积。若长期过量食入苯甲酸超标的食品可能会对肝脏功能产生一定影响。
防腐剂超标原因可能是个别酱油生产企业为防止酱油变质,超标使用;也可能是在添加过程中未计量或计量不准确。
③ 菌落总数
菌落总数是指示性微生物指标,并非致病菌指标。主要用来评价食品清洁度,反映食品在生产过程中是否符合卫生要求。
菌落总数超标说明个别酱油生产企业可能未按要求严格控制生产加工过程的卫生条件,或者包装容器清洗消毒不到位;还有可能与产品包装密封不严,储运条件控制不当等有关。
④ 铵盐
铵盐是酱油中存在的非营养成分,对于酱油风味具有重要影响。
酱油中铵盐含量高的主要原因可能是个别酱油生产企业在调配酱油过程中,过量的加入添加剂,添加剂中铵盐含量较高;也可能是大豆蛋白质发酵过程当中,由于温度、湿度、空气控制失调,出现高温烧曲,极大消耗了原料中的蛋白质,生成铵盐;另外,个别酱油生产企业在配兑酱油过程当中,为了提高酱油全氮和氨基酸态氮含量,在酱油当中添加铵盐,这样的违规操作,更是增加酱油中铵盐含量的主要原因。
⑤ 甜蜜素
甜蜜素是一种常用甜味剂,其甜度是蔗糖的30-40倍。
甜蜜素超标的主要原因是个别酱油生产企业为增加产品甜度、减少原料中用糖量、降低生产成本而违法超量添加所致。
⑥ 全氮
全氮含量的多少对酿造质量会产生一定的影响。氮含量达不到要求,一方面可能是使用的原料中蛋白质含量不足导致的,两一方面可能是发酵的工艺过程由于操作失误导致的。
⑦ 重金属
重金属污染物指标,主要是环境污染带入原料的,可能生产企业对原料把关不严,使用了重金属超标的原料,也不排除从生产设备迁移入食品的可能。
3 酱油生产工艺流程
常见的酿造酱油和配制酱油生产工艺如下:
① 酿造酱油
原料★(豆粕、麸皮、食盐、水等)
蒸料(蒸锅,常压蒸料,1-1.5小时)
制曲(曲池,风机,制曲周期28-36小时,温度32-38度)
发酵★(发酵池,发酵周期15-20天,发酵温度44-48度)
淋油(三次循环套淋,淋油温度80-95度,时间12-18小时)
调配★
灭菌★(盘管式灭菌器,灭菌温度85-90度,时间25-30分钟)
灌装
注:带“★”者为关键工序。
② 配制酱油
酿造酱油+酸水解植物蛋白调味液
调配
灭菌(盘管式灭菌器,灭菌温度85-90度,时间25-30分钟)
灌装
4 酱油质量管控措施
根据以上酱油生产工艺分析,确定酿造酱油生产过程中关键控制点为原料接收、发酵、调配和灭菌等四个工序。下面对这四个进行危害分析和控制:
① 接收原料
该工序的生物性危害是霉菌,化学性危害是农药残留和重金属,物理性危害为秸秆、石子、金属碎屑等。
在此工序中可以加强对原料感官、微生物及理化检验,并且在此后工序通过杀菌,可杀死致病菌,使杂菌数有效控制;但是化学性危害是农药残留和重金属,为显著危害,且后续工序无法进行有效控制,可以加强对原料检验报告证的检查。
② 发酵工序
该工序的生物性危害是细菌、霉菌等微生物以及这些微生物产生的菌素等化学性危害。
在此工序,酱油生产企业要严格控制好制曲的水分,对环境卫生严格执行SSOP,有害杂菌由后续灭菌工序去除。在发酵过程中调节好酱醪的温度,保持合适的发酵温度。
③ 调配工序
该工序的生物性危害主要为细菌、霉菌等微生物,化学性危害有超范围使用食品添加剂等。
要对环境卫生、设备和工艺等的管理,严格执行SSOP;有害杂菌由后续灭菌工艺予以去除。酱油生产企业要向供应商索要产品合格证,严格按照有关要求使用食品添加剂(包括品种和用量)。
④ 杀菌工序
该工序的生物性危害为有害酵母和细菌,会对消费者产生危害,系显著危害,可以通过严格控制加热温度和时间予以预防。
在做好以上四个方面的同时,酱油生产企业应当根据公司内部工作人员的实际情况对员工进行培训,使员工不断提高有关酱油质量意识和质量管理能力,要对其进行有目的、有组织和有计划的培训,使其能力不断提高、质量安全意识不断提升,确保产品质量安全。







水处理剂可降解
需要锂电池的相关检测
伺服压力机,对参数、精度、技术条件进行检测,出具检测报告
瓶子异常毒性检查项目可以做吗?



评论